Dongguan Vidi Hot Runner Technology Co., Ltd.
 WeChat
WeChat
 Chinese
Chinese
WeChat
Chinese

VIDI
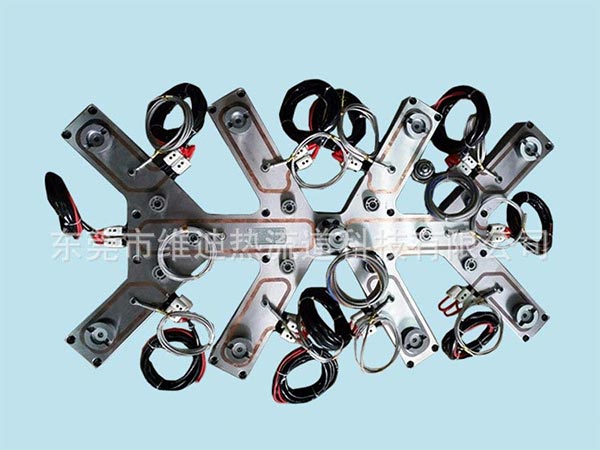
The hot runner system is generally composed of several parts, such as a hot nozzle, a shunt plate, a temperature control box and accessories. Hot nozzles generally include two types: open hot nozzles and needle valve hot nozzles. Because the form of hot nozzle directly determines the selection of hot runner system and the manufacture of mold, the hot runner system is often divided into open hot runner system and needle valve hot runner system accordingly. The diverter plate is used when the mold is multi-cavity or multi-point feed, single point feed but the material level is offset. The material is usually P20 or H13. The diverter plate is generally divided into standard and non-standard two categories, and its structural form is mainly determined by the distribution of the cavity on the mold, the arrangement of the nozzle and the position of the gate. The temperature control box includes a host, cables, connectors, and wiring male and female sockets. Hot runner accessories usually include: heater and thermocouple, runner seal ring, connector and junction box.
1, mold maintenance
When disassembling the mold, attention should be paid to the original condition of the mold, so as to facilitate the recovery of the subsequent mold installation, and the thickness of the gasket should be engraved on the part and recorded. Replace the punch to test whether the discharge block and the die are smooth, and test whether the gap between the insert and the die is uniform, and replace the die to test whether the gap between the insert and the punch is uniform. The effective length of the punch should be checked whether the effective length of the punch is enough when the rear punch becomes short after the grinding punch. Replace the broken punch to find out the cause, and check whether the corresponding die has a broken edge, whether it needs to grind the cutting edge. To assemble the punch, check whether there is enough clearance between the punch and the fixed block or the fixed plate, and check whether there is an active margin for the pressing block. The assembly die should be placed horizontally, and then the flat iron block is placed on the surface of the die with a copper rod to tap it into place, and it must not be tilted and hammered into the bottom of the die. After installation, check whether the concave die surface is flat with the die surface. After the assembly of the punch die and the die core, it is necessary to check the care belt, whether the parts are installed incorrectly or incorrectly, check whether the die and the die pad are installed incorrectly, whether the blanking hole is blocked, whether the new parts need to steal material, whether the material needs to be stolen is enough, and whether the mold needs to be locked. Pay attention to the stripper screw locking confirmation, locking should be from the inside to the outside, balance force cross-locking, do not lock a screw and then lock another screw, so as to avoid the stripper tilt resulting in punch fracture or mold accuracy reduction.
2, discharge board maintenance
The disassembly of the discharge plate can be pry up with two screwdriver balance, and then use both hands to balance the force out. In case of disassembly difficulties, it is necessary to check whether the mold is cleaned up, whether the locking screws are all removed, whether the mold damage caused by the card material should be identified, and then the corresponding treatment should be done, and it must not be disposed of blindly. When loading and unloading plates, clean the punch and discharge plate first, add lubricating oil to the guide post and punch entry, place it smoothly, and press it into place with both hands, and repeat several times. If it is too tight, the cause should be identified (whether the guide column and guide sleeve are normal, whether there is damage to various parts, whether the new punch can smoothly pass the discharge plate position is correct), and then the corresponding treatment should be found out the cause. If the fixed plate has a pressing block, check whether the stolen material on the discharge backboard is enough. The material contact surface between the discharge plate and the concave die produces indentation for a long time (the material gap between the discharge plate and the concave die is generally 0.03-0.05mm, when the indentation is serious, it will affect the pressing accuracy of the material, resulting in abnormal product size and instability, etc., the discharge insert and the discharge plate need to be repaired or re-ground. The equiheight sleeve should be checked for accuracy, and it will cause the discharge plate to tilt when it is not high, and its precision guidance and smooth pressure function will be damaged and must be maintained.
3, guide part inspection
How is the clearance of guide post and guide sleeve, whether there are burn or wear marks, and whether the oil feeding state of the mold guide is normal should be checked. The wear and tear of the guide parts and the destruction of the accuracy of the mold reduce the accuracy of the mold, and the various parts of the mold will have problems, so it must be properly maintained and replaced regularly. Check the accuracy of the guide parts. If the guide nail is worn, it has lost the accuracy and function of the material guide and must be replaced. Check the condition of the spring (discharge spring and top spring, etc.) to see if it is broken, or although it has not been broken for a long time, it has been tired and lost the original strength, and it must be regularly maintained and replaced, otherwise it will cause damage to the mold or the production is not smooth.
4, mold clearance adjustment
Mold core positioning hole due to frequent and multiple combination of mold core and wear, resulting in large gap after assembly (loose after assembly) or uneven gap (positioning deviation), will cause the shape of the section after punching is poor, punch is easy to break, resulting in burr, etc., you can check the section condition after hedge cutting, make appropriate gap adjustment. When the gap is small, the cross section is small, and the gap is large, the cross section is large and the raw edge is large, and the reasonable gap is obtained by shifting. After adjustment, appropriate records should be made, and marks can also be made on the edge of the concave die for subsequent maintenance operations. Daily production should pay attention to the collection and preservation of the original mold in the best condition of the material belt, such as subsequent production is not smooth or mold variation, can be used as a reference for mold maintenance. In addition, the auxiliary system, such as whether the top pin is worn, whether it can be topped, whether the guide nail and the bushing are worn, should pay attention to check and maintain.
About us
Company Profile Corporate culture HonorProducts
Hot runner system Diverter plate Hot nozzle Temperature control box Hot runner parts More>>News
Company dynamics Industry information Technical support Wechat QR code
Wechat QR code